5. BANCO DE PRUEBAS
Para someter a la escopeta al ensayo del Banco de Pruebas no es preciso que esté totalmente acabada; basta que disponga de los elementos necesarios para efectuar disparos. Básicamente los conjuntos necesarios son:
- los cañones en blanco, con expulsores
- la báscula acabada con sus mecanismos, las piezas ya cromadas
- la culata sin recubrimientos ni ornamentos
Ésta es la primera prueba que se efectúa con el arma. Se efectúa el disparo a una distancia de 50 m. La presión que ejerce el cartucho usado en el ensayo ( 1.370 bares ) es un 30% superior al que se use en su uso normal , caza o tiro (de 600 a 700 bares).
Para que la escopeta pueda ser sacada del taller y llevada al Banco de Pruebas, ha de rellenarse una nota relación con los datos de las armas y entregarla en la Guardia Civil .
[Tienes que estar registrado y conectado para ver esa imagen]Una vez realizado el ensayo, se declara al arma válida mediante el certificado de prueba.
6. ACABADO
Una vez que se ha probado que el arma funciona, se procede al pulido, ornamentado y revestimiento de todas las piezas, según pedido o básico según modelo catalogado.
6.1 ACABADO DE CAÑONES-MONOBLOCK
Éstas son algunas de las operaciones de acabado que se realizan.
6.1.1 Rayado de lista cimera - BANDA
[Tienes que estar registrado y conectado para ver esa imagen]La lista cimera es la banda metálica soldada sobre el cañón superior. Es preciso que su superficie no sea lisa para que no produzca brillos que puedan molestar al cazador cuando apunta para ello se le practica un rayado a máquina.
El cañón es fijado horizontalmente sobre el carro de una máquina fresadora. Al mismo tiempo que el carro se desplaza lentamente en sentido longitudinal, una cuchilla colocada en un tambor que gira a gran velocidad va tallando los surcos en la lista .
Ornamentado del monoblock con la Flor de Brujas .
[Tienes que estar registrado y conectado para ver esa imagen]Pulido exterior de cañones (esto se realiza antes de llevarlos al probadero)
Se realiza en tres fases :
1. Pulido a máquina con pastillas abrasivas
Los cañones se colocan horizontalmente en la bruñidora horizontal. Unas pastillas de forma cóncava , frotan la superficie de los cañones en sentido longitudinal, ejerciendo dos Kg. de presión.
[Tienes que estar registrado y conectado para ver esa imagen]2. Pulido con polea
[Tienes que estar registrado y conectado para ver esa imagen]Los cepillos de las poleas tienen una consistencia similar a una esponja scotch brite. Antes del pulido se impregna este cepillo con una pasta de composición similar al corindón .
3. Pulidora automática de tres cabezales .
[Tienes que estar registrado y conectado para ver esa imagen]4. Mateado con fibra de vidrio . Ésta se aplica por chorreado con aire comprimido.
[Tienes que estar registrado y conectado para ver esa imagen]6.1.4 Limpieza del interior de los cañones en profundidad, con varias gratas .
6.2 CROMADO
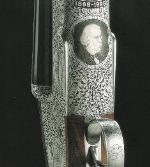
[Tienes que estar registrado y conectado para ver esa imagen]Como era y como acabó[Tienes que estar registrado y conectado para ver esa imagen]El cromo es aplicado en las partes metálicas de la escopeta como protección ante la oxidación y como revestimiento final. Se usa el cromo negro para cubrir el exterior del cañón y el cromo duro para el ánima, que es el conducto de expulsión de los proyectiles.
El proveedor de cromo es Antonio Omi de Cataluña y su aplicación se realiza en la sección de cromado de Laurona.
Ésta es una dependencia con varias cubetas bañeras, cada una de ellas llena de un líquido con un contenido de cromo determinado .
Las piezas a ser cromadas son colocadas en una cubeta recipiente enrejillada.
Por medio de una pequeña grua - puente la cubeta es trasladada hasta situarse encima de la cubeta bañera adecuada y a continuación es sumergida en ella por un tiempo. Después el bastidor con las piezas es sacado de la cubeta y sumergido en otra con un líquido diferente hasta completar el proceso. Entre uno y otro baño de cromo, las piezas son sumergidas en una cubeta de agua para evitar que los líquidos se ensucien con los restos del baño anterior. Finalmente el bastidor enrejillado es colgado, encima de una bañera sobrante , para que las piezas se sequen , el operario remata el secado con aire comprimido .
En los lados opuestos de cada cubeta bañera están dispuestos un ánodo y un cátodo, entre los cuales discurre la corriente eléctrica que hará que el cromo se adhiera a las paredes de las piezas sumergidas.
[Tienes que estar registrado y conectado para ver esa imagen]En el caso del cromado de cañones éstos son colocados en bastidores que constan de varas metálicas donde se ensartan . Las varas hacen las veces de ánodos y permiten que la corriente eléctrica fluya dentro de los cañones y su superficie interior quede revestida de cromo.
El orden en que se suceden los baños es el siguiente:
1. Desengrase electrolítico, primero con corriente eléctrica y después sin ella.
2. Dos enjuagues
3. Niquel (10 min.)
4. Enjuague
5. Cromo Negro, con dos o tres enjuagues.
Todo el proceso dura alrededor de hora y media.
Todos conocimos el cromo duro de Laurona.
La báscula es revestida con níquel. En cuanto al piecerío, algunas piezas son pavonadas y otras no reciben revestimiento alguno.
7. MONTAJE EN NEGRO
Con las piezas metálicas ya pulidas y cromadas, y las piezas de madera ya picadas y barnizadas, puede procederse al montaje de la escopeta. Algunas de las últimas piezas en ser montadas son las siguientes.
7.1 MECANISMO EXPULSOR
[Tienes que estar registrado y conectado para ver esa imagen]Montaje de los resortes y expulsores en el monoblock
Montaje de pestillos en soporte delantera - guardamanos
Accionamiento del mecanismo . Al abrir la escopeta, la cabeza del pestillo va resbalando a lo largo del expulsor hasta que llega al borde de éste y lo libera. Empujado por el resorte, el expulsor vomita la vaina del cartucho a gran velocidad.
[Tienes que estar registrado y conectado para ver esa imagen]7.2 PLETINAS INTERCAMBIABLES . - MODELO 2005
[Tienes que estar registrado y conectado para ver esa imagen]El material es proporcionado por Iparláser, de Elgoibar. El corte del borde es recto
En Ardesa se realiza el mecanizado del perfil del borde en cola de milano para que encajen perfectamente en el hueco practicado en el lateral de la báscula .
Antes el grabado de esta pieza se hacía a mano y con roldana especifica , hoy en día todo el grabado se hace a láser en este taller cercano a Laurona.
7.3 PUNTO DE MIRA
Puede ser de aluminio o plástico.
[Tienes que estar registrado y conectado para ver esa imagen]El de aluminio tiene forma esférica, con una rosca de 1/8 para atarlo al cañón superior.
El de plástico es cilíndrico y también se fija mediante una rosca .
[Tienes que estar registrado y conectado para ver esa imagen]7.4 VERIFICACIÓN DE LA ESCOPETA
Consiste en una última prueba de tiro en la galería de tiro, con el fin de probar el funcionamiento del mecanismo de expulsión y toda en general .
[Tienes que estar registrado y conectado para ver esa imagen]La Galería de Tiro está situada en la azotea del edificio y consiste básicamente en un túnel de paredes de hormigón; su sección es cuadrada, de unos dos metros de lado por 28 mts. de longitud .
Al final del mismo se coloca la diana, que consiste en una hoja de papel grande con un círculo negro impreso en el centro, que a su vez se coloca sobre una chapa metálica absorbente, donde quedarán incrustados los perdigones del disparo.
En el extremo opuesto del túnel, el operario fija el arma cargada en un soporte, de modo que quede orientada hacia la diana y perfectamente centrada . A continuación efectúa el disparo y después retira la diana para comprobar la situación de las huellas de los perdigones respecto al círculo central .
Lo normal es que este último ensayo sea siempre satisfactorio, ya que es muy extraño que los cañones de la escopeta queden desalineados. En el caso de que esto sucediera, la escopeta no superaría la prueba . No puede procederse como en el caso de un rifle, en el que puede corregirse la alineación de los cañones amarrándolos en un banco cepo, aplicando calor a la soldadura del puntal y desplazándolos por medio de tornillos. La soldadura del puntal de la escopeta es de plata.
[Tienes que estar registrado y conectado para ver esa imagen]De todos modos, no se precisa tanta precisión en el tiro de escopeta como en el de rifle.
La escopeta está ya terminada y lista para su embalaje y expedición.
Esta era la historia de la fabricación en serie de las más conocidas internacionalmente , escopetas superpuestas Laurona .
Hoy ya son historia y disfrutaremos de ellas mientras la mecánica y los cariños de mantenimiento nos lo permita .
Así se escribe la historia de nuestro país , a otros les ayudan y se enorgullecen del producto nacional , en cambio en España está de moda el cerrar empresas y aumentar la bolsa de desempleo –
Como bien dijo alguien vamos a ser un país de camareros - , viva el turismo que llena nuestras arcas y pagará nuestras pensiones , espero .
Gracias a todos por vuestra paciencia y espero que hayamos aprendido un poco más de cómo era el maravilloso arte de la Armería.
Pues yo ya he acabado.

 LA ARMERIA
LA ARMERIA

















 Así nos va........
Así nos va........